una soluzione di acido cromico e collegandola al polo negativo di un generatore di corrente, mentre il polo positivo è connesso ad anodi.
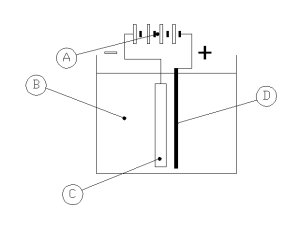
B Soluzione chimica
C Parte da cromare
D Anodo
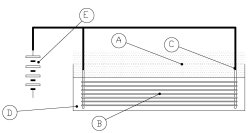
B Barre
C Telaio
D Soluzione chimica
E Raddrizzatore
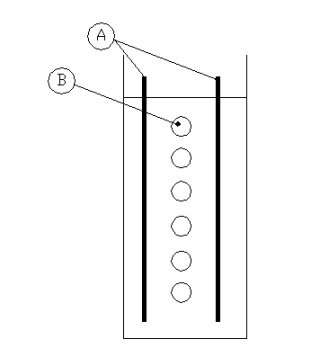
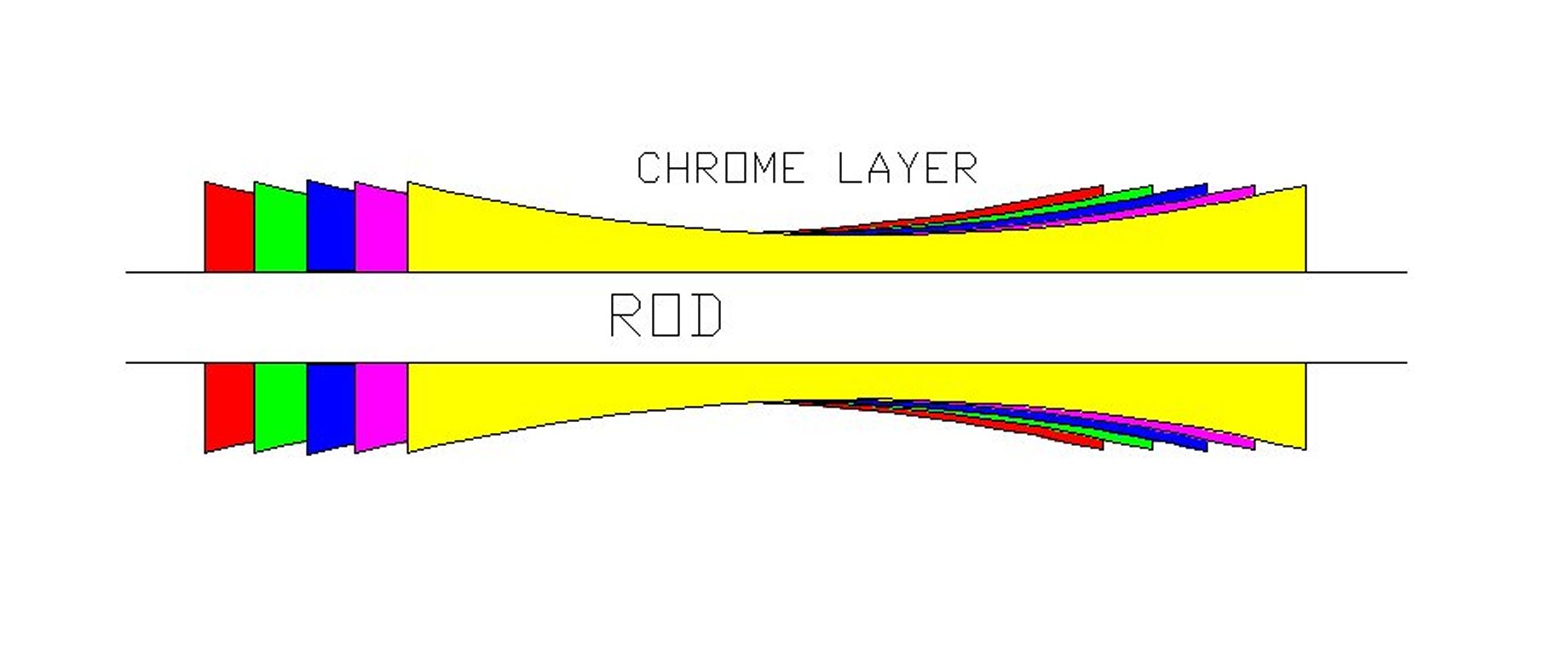
Gli anodi sono posizionati asimmetricamente alla barra, quindi lo spessore del cromo non è costante.
|
A Anodes A BarraB Rod B Strato di cromo C Anodi |
|
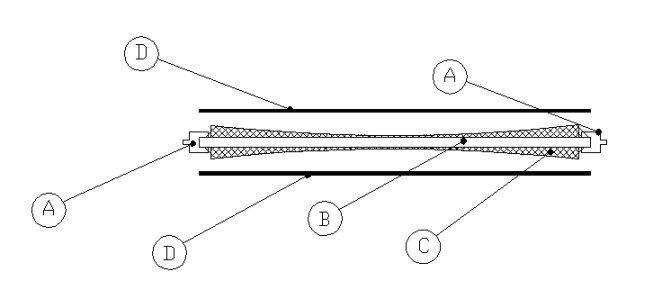
A Alimentazione elettrica
B Barra
C Strato di cromo
D Anodo
L'industria moderna chiede costanza nella qualità.
Per ottenerla la produzione deve essere altamente automatizzata per non dipendere dall'abilità e dall'attenzione degli operatori.
Anche la vecchia tecnologia può ovviamente essere automatizzata, ma con alti costi.
Il contatto elettrico alle estremità della barra causa scarti e la resistenza elettrica dell'acciaio limita la lunghezza della barra cromabile.
L'immersione impone sensibili distanze tra anodi e barre riducendo il rendimento elettrico del processo.
Un disegno schematico del processo è quì sotto:
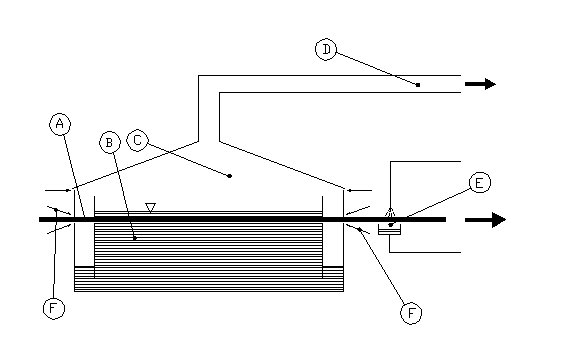
La barra A attraversa la vasca B ed il processo di cromatura interessa in ogni istante solo una parte della barra.
Questo riduce le perdite di corrente lungo la barra ed il movimento di avanzamento comporta lo stesso spessore dello strato
di cromo in ogni parte della barra.
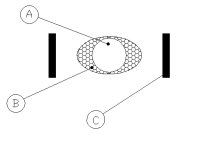
Mancando il movimento verticale della barra, il sistema ammette anodi cilindrici, simmetrici alla barra.
La ridotta distanza tra anodo e barra incrementa enormemente il rendimento elettrico del processo.
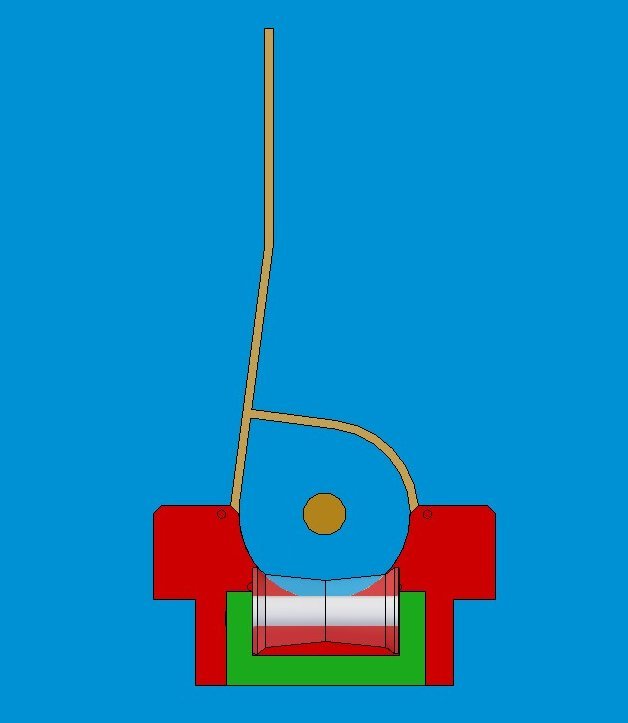
La deposizione del cromo è realmente costante e precisa, ulteriormente incrementata se la barra ruota sul suo asse.
La vasca è piccola e la soluzione chimica contenuta è molte volte inferiore che nella vecchia tecnologia.
L'inferiore superficie del liquido produce meno fumi ed è veramente semplice ed economico contenerla in rivestimenti anti inquinamento.
L'aspirazione dei fumi pone l'impianto in depressione; l'aria può entrarvi, ma i vapori non possono uscire.
Riducendo i fumi si riduce il costo del loro trattamento.
L'impianto è "sigillato".
Nessun limite concettuale alla lunghezza delle barre da cromare
Una facile automatizzazione implica qualità altamente costante e rende la produzione indipendente dall'abilità degli operatori
Minor consumo elettrico
Minori costi di gestione
a ciclo continuo I-21049 Tradate - Via Romita, 4 Tel. ++39 0331 075 247 Fax. ++39 0331 075 247 E-mail: motech@motech.it by continuous process |